運用焊接呆板人本領爆發的焊接缺點

導讀:保守焊接缺點的品種很多,按其在焊縫中所處的場所可分為外部缺點和里面缺點兩大類。外部缺點也叫表面缺點。 外部缺點位于焊縫表面,亂用肉眼或低倍延長鏡就能查看到。 里面缺點位于焊縫的里面,必需運用妨害性檢查或特意無損檢查本領本領創造。 焊接缺點的常...
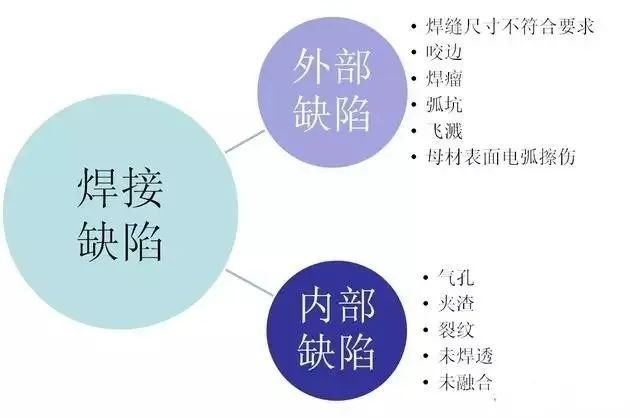
保守焊接缺點的品種很多,按其在焊縫中所處的場所可分為外部缺點和里面缺點兩大類。外部缺點也叫表面缺點。
外部缺點位于焊縫表面,亂用肉眼或低倍延長鏡就能查看到。
里面缺點位于焊縫的里面,必需運用妨害性檢查或特意無損檢查本領本領創造。
焊接缺點的罕見分類本領如下:
焊接呆板人是從事焊接的產業呆板人,它重要包括呆板人和焊接擺設兩限制。以弧焊為例,則由焊接電源(包括其遏制體例)、送絲機(弧焊)、焊槍等限制構成。弧焊呆板人多采用融化極或非融化極氣體保護焊本領,常常的焊接電源都不妨裝到呆板人上作電弧焊。還應配有傳感體例,如激光或攝像傳感器及其遏制安裝等。
按照焊接呆板人多年的消費運用,歸納了呆板人焊接展現最多的缺點品種,以及對應的辦法和方法。
1.焊道焊偏和焊接軌跡無法矯正題目
開始在示教形式下,空走步調保證焊接的場所精確。其次商量焊槍探求時展現題目。這時,要商量焊接呆板人探求焊道的辦法(電弧保持激光)進行樹立,結果,在領略TCP(焊槍重心點場所)能否精確,并加以安排。即使一再展現這種情景就要查看一下呆板人各軸的零場所,從新校零給予矯正。
2.展現洪量咬邊題目
商量焊接參數采用不妥,電流過大,電壓過大、焊槍模樣倒霉于焊接,還有焊接場所能否受限,并符合安排。
3.展現聚集氣孔題目
大概為氣體保護差、工件的焊接表面不夠純潔大概保護氣不夠呆板,進行相映的安排就不妨處置。
4.飛濺過多題目
大概為焊接參數采用不妥、氣體組分因為或焊絲外伸長度太長,可符合安排呆板功率的大小來變換焊接參數,調骨氣體配比儀來安排攙和氣體比率,安排焊槍與工件的相對場所。
5.焊縫結果處冷卻后產生一弧坑題目
可編制程序時在處事步中增添埋弧坑功效,不妨將其填滿。
6、不能引弧
大概是因為焊絲沒有交戰到工件或工藝參數太小,可手動送絲,安排焊槍與焊縫的隔絕,大概符合安排工藝參數。
7、焊縫成型較差
大概是因為焊件安裝間歇不平均,焊接擺動幅渡過高或過低,電流采用不對適,焊接速率與參數不配合。