電梯行業超長工件機器人切割解決方案

富士電梯是國際升降交通工具的頂尖品牌,以一流的品質、超高的性價比、優良的口碑,贏得了廣大用戶的青睞。其產品技術先進、性能穩定、品種齊全,特別是在電力行業、發電設備、信息與自動化、微電子及集成電路、工業設備控制、電機及拖動控制等領域,在全球聞名遐邇。
客戶需求
電梯行業經常會用到類似槽鋼的長工件,作為支架或者結構加固。之前,客戶使用傳統鋸床對長工件進行切斷,需要打孔的地方用鉆頭鉆。由于切割面非常粗糙,還需要再多一道打磨工序,不僅費時費力,而且精度、外觀等都不能得到很好的控制。隨著行業不斷發展,傳統工藝已經漸漸不能滿足客戶需求。因此,客戶希望有一套設備,能夠一次性地把工件切斷和割孔都加工完成,不需要后道處理工序,同時提高生產效率。
業務難點
由于客戶的工件有很多種類,大小長短都不一致,而且還有一些異形工件,因此不能使用傳統的激光切管機來加工。而常規的機器人三維切割加工范圍比較小,如果加上移動軌道讓工件移動,設備占地面積非常大,客戶難以接受。
解決方案
考慮到客戶要求設備的通用性以及切割的效果,亞威采用的是機器人坐裝行走的模式,加上IPG激光器和Yawei-CKY三維切割頭,如圖1所示。此方案重點需要注意機器人軌道的速度和精度,機器人工作范圍是否能滿足客戶工件,以及兩邊工裝對工件一致性的保證。

圖1 坐裝行走機器人及三維切割頭
工件放在軌道的兩側,做成雙工位加工,可以實現長工件的切斷切孔等工藝,如圖2所示,并且雙工位設計節省了上下料的時間,加工效率顯著提高。

圖2 工件放在軌道兩側的雙工位工作方式
此次方案中行走第七軸我們選用亞威徠斯生產的YRLV10-12000mm高精度行走軸(圖3),滿足客戶負載重量210kg,工件加工長度12m的要求,同時保證了批量生產的精度。兩邊工裝底座預留空間加裝氣動壓緊,防止工件變形導致切割效果變差。

圖3 亞威徠斯YRLV10-12000mm高精度行走軸
此項目我們選用日本發那科M-20iB機器人,臂展1853mm,可以切割寬度為1000mm的長工件。
正裝機器人的最佳加工區域范圍如下。
1)加工工件上表面時的最佳加工范圍如圖4所示。
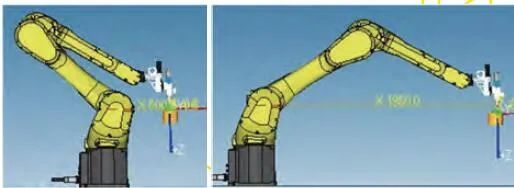
圖4 加工工件上表面時的最佳加工范圍
2)加工工件側表面時的最佳加工范圍如圖5所示。
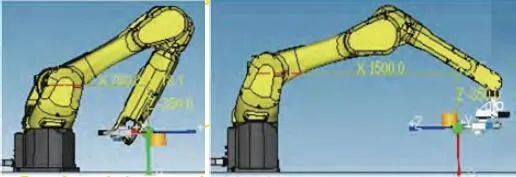
圖5 加工工件側表面時的最佳加工范圍
3)說明: 當加工工件的上表面時,工件擺放范圍(俯視)如圖6(a)所示,陰影部分為可切割區域。
當加工工件的側表面時,工件擺放范圍(俯視)如圖6(b)所示, 陰影部分為可切割區域。
當最遠的距離加工工件的上表面,最近的距離加工工件的側表面時,工件擺放范圍(俯視)如圖6(c)所示,陰影部分為可切割區域。
當最遠的距離加工工件的側表面,最近的距離加工工件的上表面時,工件擺放范圍(俯視)如圖6(d)所示,陰影部分為可切割區域。
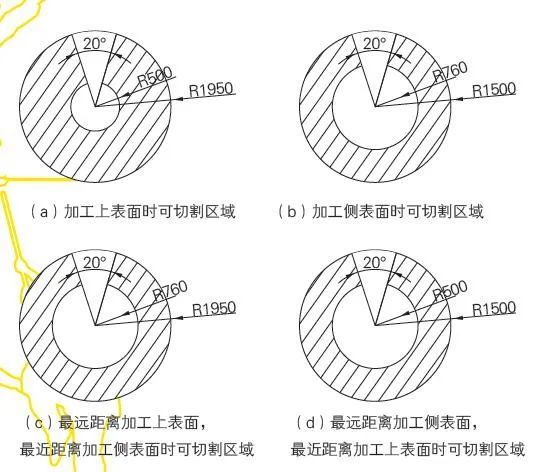
圖6 加工不同表面時可切割范圍
整個裝置的設備選型及參數等見表1。
表1 裝置的設備選型及參數

結束語
此項目已在富士電梯成功實施,運行一直很穩定。此次研發的切割裝置可以有效解決諸如電梯行業、軌道交通行業中長工件切割問題,并進一步優化提升切割效率、精度和穩定性。
摘自《鈑金與制作》 2021年第2期