鑒于產業呆板人的胎具智能消費線安排

異讀:這是非金屬加工(mw1950pub)頒布的第 13018 篇作品 編者按 為了實行胎具消費的機動化、智能化,以產業呆板報酬主體,安排了胎具智能消費線的完全框架結構,開拓了SCADA體例軟硬件。經過產業以太網將SCADA體例與MES體例、ERP體例、數控床子、產業呆板人、三坐標丈量...
這是非金屬加工(mw1950pub)頒布的第13018篇作品
編者按
為了實行胎具消費的機動化、智能化,以產業呆板報酬主體,安排了胎具智能消費線的完全框架結構,開拓了SCADA體例軟硬件。經過產業以太網將SCADA體例與MES體例、ERP體例、數控床子、產業呆板人、三坐標丈量儀、PLC、AGV和RFID等擺設舉行貫穿,建立智能消費線的產業物聯網。該消費線包括電極加工、鋼料加工、焊花、在線檢驗和測定和物流倉庫儲存等工藝步驟,實行了胎具智能化消費。過程本質運用考證,該消費線靈驗普及了胎具消費功效,縮小了人工本錢,具備高柔性。

1 媒介
胎具素有“創造業之母”的佳譽,是創造業中不行或缺的特出普通裝置,重要用來大量量消費產業產物中的相關零元件和制件,是裝置創造業的要害構成局部,是創造業及關系行業財產晉級和本領超過的要害保護之一,所以,優先興盛胎具消費創造智能化尤為需要。

在保守胎具創造中,床子的本質加工功夫大概惟有50%,另一半功夫則用來裝夾、作件和刃具的調換。在絕大局部胎具創造企業,因為胎具產物的百般性和簡單產物的多工步、多歲序,使得胎具企業并沒有普遍沿用機動化消費線舉行消費,所以極地面規范了消費功效的提高。胎具消費智能化、機動化的改形成為企業的急迫需要,人為智能期間的到來讓柔性創造體例運用越發普遍,寰球昌盛國度競相開拓和矯正新本領,使智能創造本領運用更廣,進而贏得更多財經效率。跟著產業呆板人本領的日漸老練和新穎化創造業對消費線智能化的須要,產業呆板人被普遍地運用于新穎化消費線中。將來,以智能為中心、以產業呆板報酬主體的智能消費線將日益普遍。
2體例框架結構
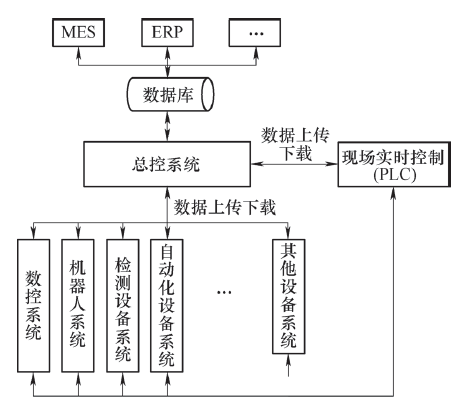
消費線體例從完全可分為三個檔次智能計劃層、智能傳感層和智能擺設層。智能計劃層重要包括MES、ERP等產業體例,控制擬訂消費安置、創造進程處置、消費安排、排產及物料處置等;智能傳感層主假如SCADA體例,控制消費線擺設數據搜集與監察和控制、功課工作派發和消費線及時遏制等;智能擺設層由百般加工擺設構成,重要控制實行消費加工工作。

體例框架結構如圖1所示,經過數據庫聚集來自MES體例、SCADA體例、ERP體例、物流和品質等體例的消費數據、當場及時數據和領會數據,為各個交易體例的交互供給本領扶助。個中,來自MES的數據囊括消費安置數據、消費執前進度數據等;來自SCADA體例的數據囊括擺設及時狀況和特殊消息等數據;來自ERP的數據囊括主安置及其實行進度、堆棧物料等數據。經過MES體例下發訂單,智能消費線能機動實行毛坯輸送、加工步調傳輸、智能加工、在線檢驗和測定、RFID數據記載追究和制品合入庫等歲序。
圖1體例框架結構
3工藝過程
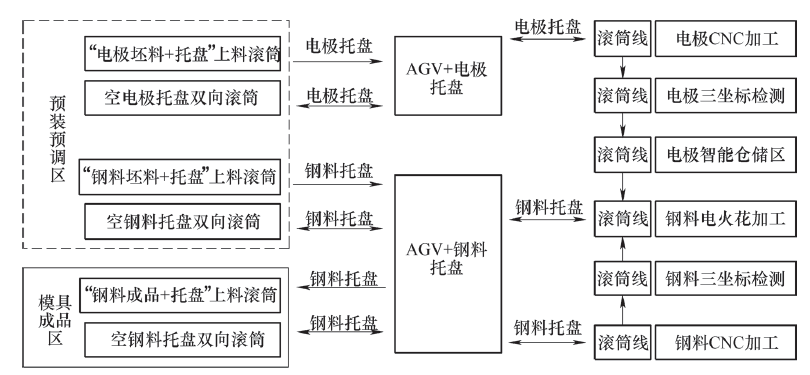
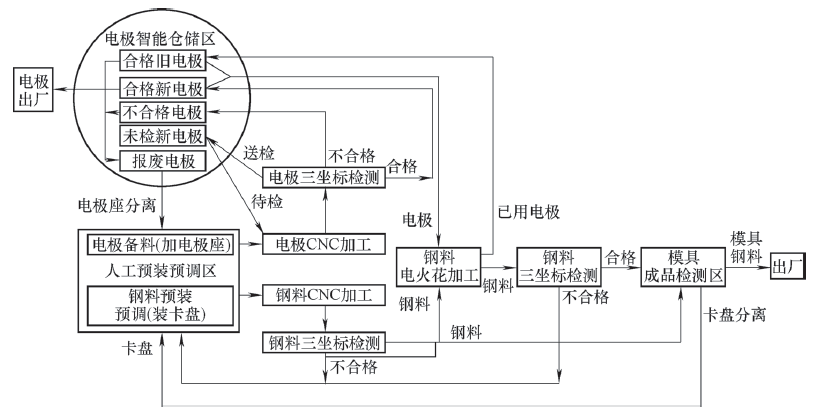
胎具智能消費線工藝過程如圖2所示,開始經過預裝預調地區籌備待加工物料(電極坯料、鋼料坯料),而后經過AGV小車辨別輸送至電極加工單位和鋼料加工單位,電極加工單位把從預裝預調區輸送過來的電極毛坯按照所采用的NC加工文獻舉行加工,再由AGV小車把物料從電極加工單位輸送到電極檢驗和測定單位舉行檢驗和測定,檢驗和測定實行后,再由AGV小車把物料輸送到倉庫儲存單位等候下一歲序加工。鋼料加工單位把從預裝預調區輸送過來的鋼料毛坯按照所采用的NC加工文獻舉行加工,再由AGV小車把物料從鋼料加工單位輸送到鋼料檢驗和測定單位舉行檢驗和測定,檢驗和測定實行后,中斷在鋼料檢驗和測定單位等候下一歲序。AGV小車從倉庫儲存單位輸送電極和鋼猜測焊花單位,經過呆板人實行裝夾,SCADA體例會按照打火花須要的電極和對應的打火花NC文獻遏制火花機舉行尖端放電加工,加工實行后,經AGV小車輸送至制品地區。
圖2工藝過程
4 硬件構成
智能消費線按照工藝過程分為六大功效模塊區(見圖3),即預裝預調區、電極加工檢驗和測定區、鋼料加工檢驗和測定區、焊花加工區、制品整治區和電極智能化倉庫儲存區。每個功效地區均擺設有PLC和SCADA體例,重要擺設有電極加工CNC、鋼料加工CNC、焊花機、三坐標丈量儀、呆板人、帶定位能源滾筒線、電極和鋼料料架、料盤、AGV物流小車體例、RFID體例以及百般扶助擺設。每個功效區的擺設品種由其工藝個性確定,但基礎按照“加工擺設呆板人料架對接臺”的形式。加工擺設有CNC、三坐標丈量儀或焊花機等。呆板人則按照物料的巨細和分量來選型,電極采用20kg的呆板人,鋼料則采用200~300kg的呆板人,每個呆板人上都裝有RFID讀寫器,除去搬運物料外,還控制產物RFID消息的讀取和寫入。料架用光臨時寄存待加工或已加工的物料。對接臺是用來與AGV舉行物料對接的平臺,各個單位之間沿用AGV舉行貫穿,實行物料流轉。
圖3產線硬件構成
4.1 預裝預調區
該區為人為操縱區,囊括2條上料滾筒線、2條料盤接收雙向滾筒線、1臺三坐標丈量儀及處事臺/架、料盤/電極座積聚架、起落推車等。
由人為將待加工鋼坯料裝入鋼料托板,丈量定出普通坐標數據,并記載輸出體例。將料盤RFID消息初始化,之后將料盤放在定位料盤上,定位料盤放在上料能源滾筒上,由AGV輸送至加工區。預裝預調區也控制電極坯料的籌備,將電極坯料裝在電極座上,之后放在電極料盤上,料盤加入上料能源滾筒線,由AGV輸送至電極加工區。電極座和電極料盤均擺設有RFID芯片,在加入上料線前,由人為舉行初始化掃描。
將AGV輸送來的空料盤和需人為干涉的題目鋼料等轉入接收滾筒線,由人為卸下舉行寄存或處置,AGV須要的空料盤也由此處發出。
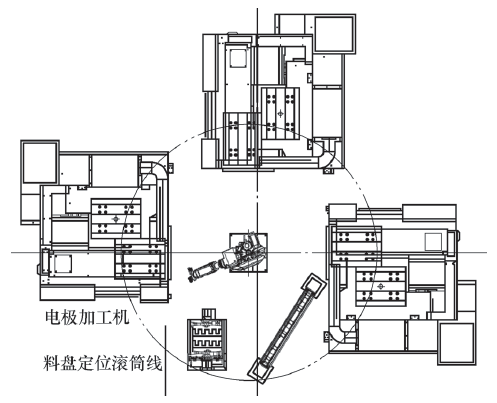
4.2 電極CNC加工檢驗和測定區
電極加工單位(見圖4)囊括3臺CNC、1臺呆板人、1個料架和1個對接臺,電極檢驗和測定單位(見圖5)囊括1臺三坐標丈量儀、1臺呆板人、1個料架和1個對接臺。呆板人控制加工、檢驗和測定單位與對接臺的左右料以及料盤產物RFID消息讀齲
圖4電極加工單位
圖5電極檢驗和測定單位
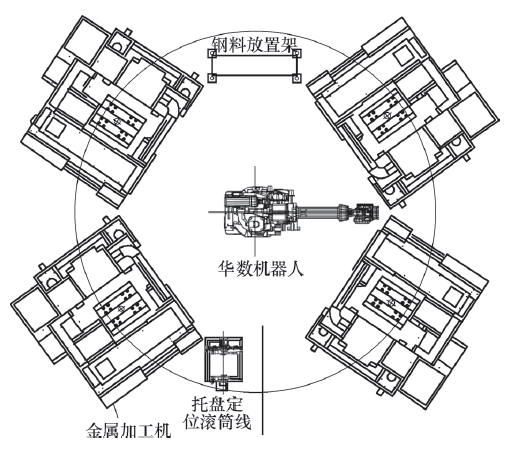
4.3 鋼料加工檢驗和測定區
鋼料加工單位(見圖6)囊括4臺CNC、1臺呆板人、1個料架和1個對接臺,鋼料檢驗和測定單位(見圖7)囊括1臺三坐標丈量儀、1臺呆板人、4個料架和1個對接臺。在鋼料加工區實行的胎具鋼料送入“鋼料丈量區”舉行丈量,不須要焊花加工的及格品動作實行品徑直加入制品區,須要焊花加工的產物放在料架上寄存,等候訓令送入焊花模塊加工。焊花加工后的胎具鋼料,再次加入本丈量區舉行丈量。
圖6鋼料加工單位
圖7鋼料檢驗和測定單位
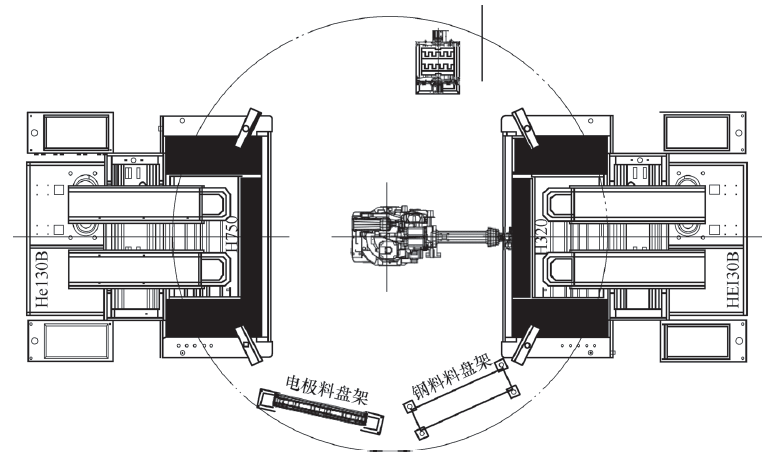
4.4 焊花加工區
焊花單位(見圖8)囊括2臺雙頭火花機、1臺呆板人、2個料架(電極料盤架和鋼料料盤架)和1個對接臺。
圖8焊花加工單位
4.5 制品整治區
本功效區為人為操縱區,檢驗和測定及格的胎具制品在此地區舉行整治和出貨。樹立能源滾筒線、起落臺車和處事臺架等。AGV從鋼料檢驗和測定區輸送檢驗和測定及格的胎具制品,加入本區與滾筒線對接。滾筒線輸出制品后,由人為取下胎具制品,掃描消息,并使空的鋼料料盤歸來滾筒線,由AGV自帶或轉運至預裝預調區,動作新胎具鋼坯料的載體。
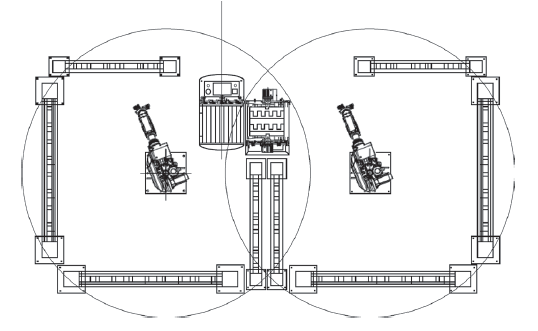
4.6 電極智能化倉庫儲存區
如圖9所示,電極智能化倉庫儲存樹立2臺呆板人和6個電極料架,呆板人1對3構造,擺設1臺料盤定位保送滾筒線,對電極舉行智能化積聚和處置。該地區電極囊括待測電極、已測不對格電極、已測及格待用水極或出貨電極、已用水極、報廢電極等。
圖9電極智能化倉庫儲存
5 搜集通訊框架結構
消費線連網擺設罕見控床子、呆板人、PLC、RFID、AGV和三坐標丈量儀等。床子數控體例與呆板人遏制體例均扶助以太網接口;RFID讀寫器經過串口轉以太網模塊供給以太網接口;AGV體例和三坐標丈量儀也都扶助以太網接口。
搜集框架結構如圖10所示,SCADA體例經過產業以太網調換機與數控床子、呆板人、PLC、RFID、AGV和三坐標丈量儀舉行貫穿,沿用TCP/IP通信和議,各體例供給其外部軟硬件貫穿API接口,在SCADA體例上開拓集成各體例通信模塊,即可實行各擺設數據搜集、監察和控制和遏制訓令的發送。SCADA體例將消費線擺設數據上傳至數據庫,MES、ERP等產業軟硬件經過數據庫與SCADA體例舉行數據傳輸,MES、ERP軟硬件將加工工作經過SCADA體例派發到胎具產線,進而實行消費線的智能化處置與消費加工。
圖10消費線搜集框架結構
6 SCADA體例安排
如圖11所示,SCADA體例(即產線遏制體例)是智能消費線的中心層,重要控制消費線擺設數據(各擺設狀況、I/O狀況、消費數據等)搜集、狀況表露、消費線監察和控制、RFID讀寫遏制、AGV交互、NC文獻及功課引導書傳輸和PLC遏制等。SCADA體例按照規范化、盛開性安排規則,具備莫大可夸大性,不妨簡單地與ERP、MES等產業軟硬件體例舉行貫穿。SCADA體例重要功效如次。
圖11產線遏制體例
(1)數據搜集控制消費線擺設及時消息的搜集,囊括床子擺設狀況(運轉、清閑、妨礙、關燈和培修等),及時獲知每臺床子及時場所、速率、交流電、I/O、報告警方、妨礙消息、作件稱呼、刃具、加工功夫和步調實行功夫等中心數據;呆板人擺設狀況消息、暫時舉措、卡具狀況等;PLC關系狀況消息;AGV安排體例關系消息;三坐標擺設狀況、檢驗和測定截止等。經過對多源異構創造消息數據的搜集與集成,實行對創造資源、消費進程、當場情況的智能化辨別、定位、盯梢、領會、監察和控制和處置。
(2)及時遏制呆板人為作站料盤遏制:每個呆板人擺設1個RFID讀寫器,當料盤送至呆板人為作站點時,讀寫器會讀取料盤RFID標簽消息,按照消息確定遏制料盤安置在該處事站上料區或暫存組織,并將消息上傳至MES體例。
料盤物料消息寫入:當處事站CNC加工實行后的產物放入物料料盤時,經過RFID讀寫器將關系產物消息、加工消息寫入料盤RFID標簽中,同聲上傳至數據庫中,實行產物加工進程的追究。
發送物料需要至AGV安排體例:當線體物料暫存區空出后,線體PLC會發送物料需要消息至SCADA體例,SCADA再發送輸送訓令至AGV安排體例,AGV體例控制安排AGV小車將物料輸送至對應地區。
(3)功課工作傳輸NC文獻、功課引導書下發:SCADA體例從數據庫中獲得對應CNC的NC文獻、功課引導書等,將其下發至對應的CNC擺設。
質量檢驗數據下發:按照消費工作將質量檢驗數據文獻發送至對應的三坐標丈量儀。
(4)及時監察和控制消費線擺設狀況監察和控制重要由擺設監督、統計領會、擺設擺設等構成。擺設監督包括擺設狀況(離線、運轉、報告警方、清閑及PLC狀況等)、暫時報告警方實質、加工NC步調和暫時加工數目等;統計領會主假如對消費線擺設汗青運用情景數據舉行統計領會,包括床子開機率、運用率、運轉率、報告警方率和加作件數等;擺設擺設主假如對所有消費線擺設舉行搜集化擺設處置,包括擺設型號、IP地方、用戶權力及床子參數擺設。
7 運用功效
保守上色查看本領由于紅紫泥自己穩重的特性,簡單引導嚙合不上的部位蹭上紅紫泥,從而保護嚙合品質不對格的究竟。對準該情景,須要運用一種稀雹真實的查看介質舉行上色。過程連接的探究創造,普魯士藍涂料、大麻子油和鈦白粉(二氧化鈦)的攙和物較淡薄,完備革新性上色查看的訴求。運用普魯士藍上色查看,基礎根絕了柱塞組件球窩球頭共同副嚙合查看及格后運行生存卡滯的局面。
過程本質消費運轉表白:電極單位機臺稼動率到達90%,及格率在95%之上,充溢表現了智能消費的上風;鋼料單位每臺CNC機臺稼動率到達85%,加工產物及格率在90%之上;對于焊花產線,因為運用機動化左右料和機動運轉,儉樸了洪量調換電極的功夫,機臺稼動率勝過了80%。在運轉功夫,除去在預裝區籌備物料的職員外,沒有其余職員介入進消費加工中,物料從預裝區動身后全程機動運轉消費加工。
正文處置了以次本領困難。
1)買通了產線上各別擺設的通信壁壘,把一切擺設經過以太網舉行連網,并在軟硬件層面上探求與各個擺設通信的本領,可獲得擺設運轉消息或遏制擺設運轉。
2)開拓SCADA體例軟硬件,搜集產線擺設的數據并經過數據庫舉行會合典型處置,同聲實行產線及時天生管理和控制。
3)沿用RFID芯片,對每個作件舉行身份設置,芯片實質包括了作件的工藝道路、尺寸、物料典型、加工文獻、檢驗和測定文獻和形跡記載等消息,使得作件的消費消息可搜索和追究。
4)研制柔性工藝裝備卡具,作件在切換時更簡單,并且加工精度更高。在保守CNC加工中,作件在加工之前須要在擺設上分中校表、找作件坐標系,濫用擺設運轉功夫,而沿用柔性工藝裝備卡具不妨把分中校表變化至前歲序籌備,不占用擺設運轉功夫。并且在前歲序沿用三坐標丈量儀舉行分中校表,比保守的千分表精度更高。
5)拼盤加工和檢驗和測定形式,即多個作件同聲加入機臺按程序舉行加工或檢驗和測定,在呆板人換料的普通長進一步縮小作件切換功夫,普及消費功效。
6)加工形式柔性化,按照各別訴求,定制各別工藝道路,如只加工不檢驗和測定、只加工檢驗和測定不尖端放電等。
7)研制新式板滯手爪快換體例,使得在全機動焊花加工日,不妨隨便趕快切換板滯手爪,到達抓取電極或鋼料的訴求。
8 中斷語
正文對準胎具創造機動化、智能化需要,安排了胎具智能創造消費線總體框架,開拓了SCADA體例,實行了胎具智能消費線樹立,采用功業呆板人代替人為,大大儉樸了人工本錢,靈驗普及了胎具消費功效和產品德量。同聲該消費線具備極強的實用性和擴充性,可為胎具創造企業機動化、智能化晉級變革或樹立供給扶助和模仿。
-End-